
SHOETEC: 20 Years experience in footwear industry
Founded in 2005, SHOETEC has been deeply rooted in the footwear export industry for 20 years. We focus on sports, outdoor, and lifestyle footwear, providing comprehensive solutions from insight discovery to mass production delivery. With dedicated service to European, North American, and other core global markets, we ensure every pair of shoes precisely meets the needs of the target consumer group.
Our Story
Back in 2005, our founders stepped into the cross-border footwear industry and saw a broken system: Established brands struggled with unreliable factories ruining their launch timelines, startup designers were rejected by large manufacturers for small orders, and everyone faced costly communication gaps and IP risks.
We chose to redefine the game. Instead of building our own factory, we spent 20 years curating and partnering with China's top footwear manufacturers across Guangdong, Zhejiang and Fujian. We built a strict quality control system that guarantees 0.3% defect rate, developed a 24/7 global communication team to eliminate timezone barriers, and launched an industry-leading IP protection protocol to safeguard your original designs.
Today, we are more than a sourcing agency—we are your end-to-end footwear partner. We take your vision from concept to shelf: from trend forecasting and custom design, through material sourcing, prototyping, bulk production to on-time delivery.
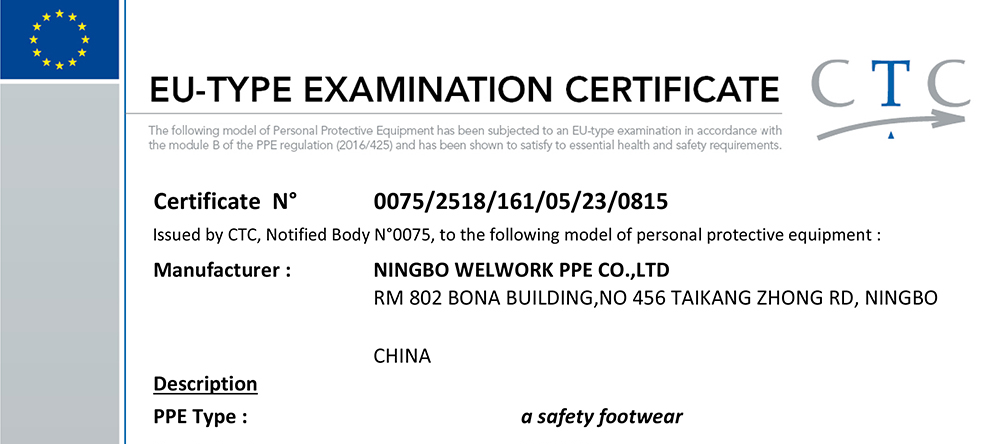
We support 30+ global brands from niche startup labels to Fortune 500 retailers, delivering premium athletic, casual and outdoor shoes that meet BSCI, GRS and EU compliance standards. We don't just make shoes—we grow brands.
Brand Journey: Our 20 Years of Accumulation
Explore the key milestones that have shaped SHOETEC's growth, reflecting our long-term commitment and professional expertise in the footwear industry.
2005: Foundation
SHOETEC was officially established, anchoring our core direction in "sports/outdoor/lifestyle footwear" .


2008-2011: Market Research
Over 3 years, we visited 20+ outdoor exhibitions in Europe and 15 chain shoe stores in North America, decoding "European and American market demand patterns" (such as German hiking shoes' preference for Vibram outsoles + GORE-TEX waterproof membranes).
2015: Supply Chain Network
Established deep cooperation with 20+ quality shoe factories in Fujian, Zhejiang, and Guangdong, forming a supply chain network with "multiple categories and production capacities."

2021: Sustainable Innovation
Launched "biodegradable upper material" solutions, helping German clients obtain EU ECOCERT certification and laying the groundwork for sustainable development.
Present: Global Reach
Our products now cover the full range of hiking shoes, running shoes, basketball shoes, training shoes, and casual shoes, reaching German outdoor stores, British sports chains, and American trendy multi-brand retailers.

Core Positioning: What Is Our Value?
Discover how SHOETEC serves as a professional bridge between Chinese manufacturers and international market, delivering specialized solutions beyond traditional trading.
Connection & Adaptation
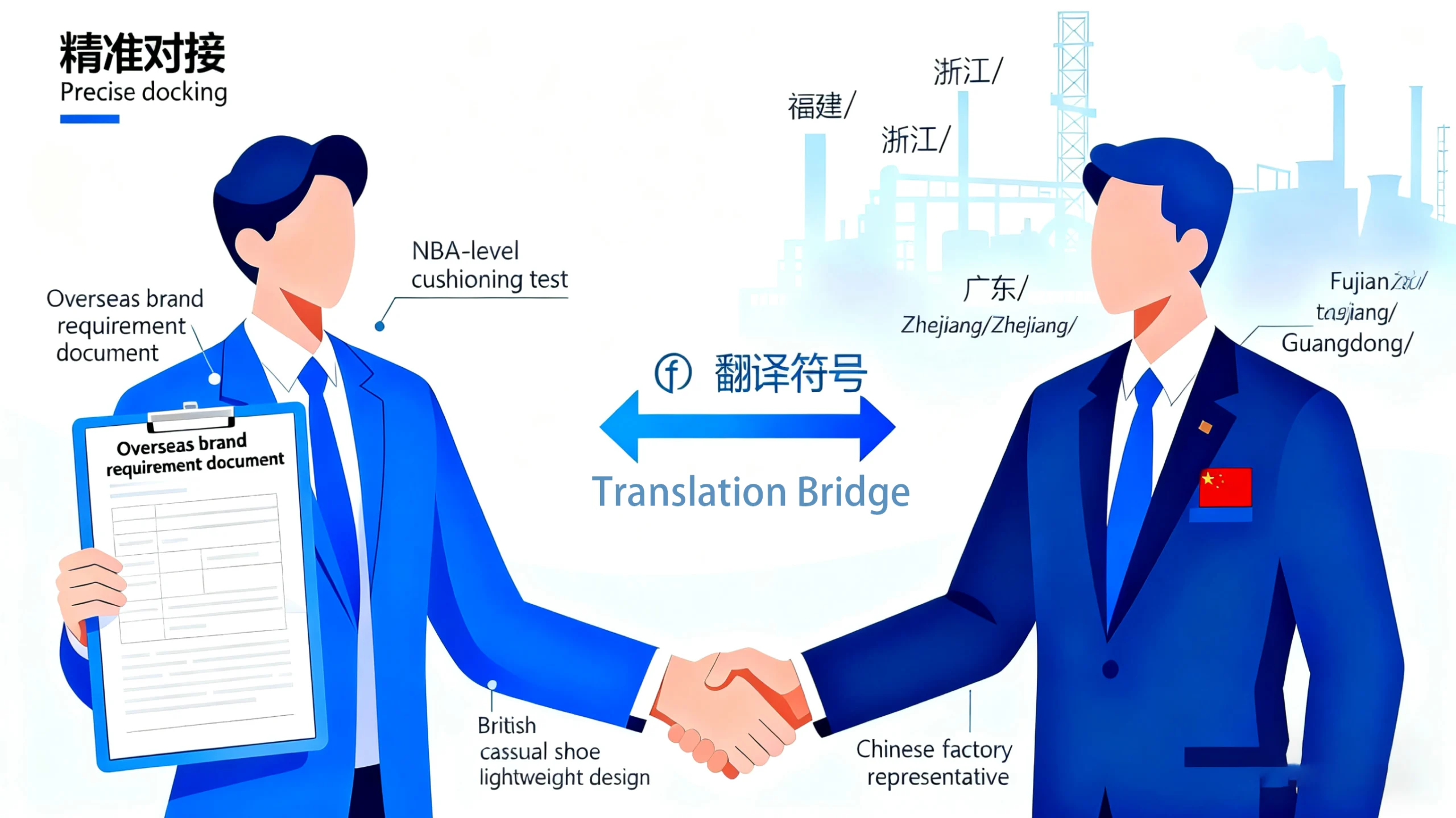
The Precise Connector Between Chinese Manufacturers and Foreign market
We're not just "intermediaries" but "demand translators." On one hand, we carefully select manufacturing capabilities from 20+ factories across Fujian, Zhejiang, and Guangdong provinces in China, ensuring stable production capacity and quality. On the other hand, we deeply analyze European and American consumer preferences (such as NBA-level cushioning tests for American basketball shoes and lightweight design for British casual shoes), enabling "Made in China" products to precisely match the market demands of foreign brands.
Chinese Manufacturers
Quality production capacity
Brands
Market-specific requirements

Full-Process Solutions
Focusing on three major footwear sectors—sports, outdoor, and lifestyle—we provide end-to-end services from "requirement analysis → design optimization → material testing → production implementation → quality control and delivery."
Our Coverage:
Standard Categories
Customization Services
Our End-to-End Solution Process
-
Requirement Analysis
-
Design Optimization
-
Material Testing
-
Production Implementation
-
Quality Control & Delivery
Professional Capabilities: Why We Excel
We quantify our expertise through specific processes, teams, and standards to eliminate any concerns about quality and compatibility.
Comprehensive Professional Team
We've built a three-in-one service team of "Sales + QC + Customer Service" to ensure efficient and smooth cooperation.
Sales Team
Understands both products and markets, capable of precisely analyzing foreign brand requirements (e.g., "Russia - adjusting rubber hardness for -30°C winter shoes").
QC Team
Follows the entire production process, controlling every link from raw materials to delivery, eliminating quality risks.
Customer Service Team
Efficiently responds to order progress and after-sales issues, keeping clients informed of cooperation dynamics at all times.
Ultimate Quality Control System
Every Pair of Shoes Undergoes 28 "Pass Tests"
We've established a quality control closed loop from "source to end" to ensure compliance upon delivery.
Raw Material "Triple Inspection"
- Material composition
- Environmental protection indicators
- Physical properties

Production "Five-Stage Inspection"
- Cutting
- Stitching
- Molding
- Assembly
- Warehouse dispatch

Finished Product "28 Tests"
Covering core indicators such as wear resistance, slip resistance, bending, waterproofing, etc., benchmarked against EU, US, and other international standards.
Experience Our Professional Difference
Let our expertise bring quality and reliability to your footwear products.
Sustainability & Innovation: Our Long-Term Philosophy
Demonstrating our forward-thinking approach while meeting the sustainability demands of European and American markets to enhance long-term partnership appeal.
Sustainable Philosophy
We integrate environmental protection throughout our entire operation process, reducing environmental impact while ensuring product quality.

Material Selection
-
Recycled materials from post-consumer waste
-
Biodegradable shoe uppers that reduce landfill impact
-
Water-based adhesives that minimize VOC emissions
Production Efficiency
-
Optimized manufacturing processes reducing water consumption by 15%
-
Energy-efficient facilities with solar panel integration
-
Waste reduction initiatives with 90% material utilization rate
Innovation Practices
Following European and American "circular economy" trends, we provide clients with eco-friendly material solutions and compliance certification support.

Eco-Friendly Material Solutions
We develop and source innovative materials that meet both performance and sustainability requirements:
Plant-Based Alternatives
Corn starch-derived polymers and mushroom leather alternatives
Ocean Plastic Recovery
Shoe components made from recovered ocean plastic waste
Compliance Certification Support
We help brands meet local green consumption requirements through comprehensive certification assistance:
Our certification support includes:
-
Documentation preparation and submission assistance
-
Pre-certification testing and quality assurance
-
Regulatory compliance consulting for different markets
Our Sustainability Impact
Partner with us for a sustainable future
Let's create eco-friendly footwear solutions that meet both market demands and environmental responsibilities.
Market Footprint: Our Achievements
Our products have been validated in target markets worldwide, demonstrating our brand's proven capability.
Product Matrix: 5 Core Categories
Outdoor Shoes
Hiking boots and mountaineering shoes tailored for German and Nordic outdoor markets, designed to withstand challenging terrains and weather conditions.
Athletic Shoes
Running shoes, basketball shoes, and training footwear that meet the athletic demands of American and British consumers, combining performance with style.
Lifestyle Shoes
Casual shoes designed to complement everyday Western fashion scenarios, blending comfort with contemporary aesthetics.

Global Reach
Our footwear is available in key markets across Europe, North America, and emerging markets.
Market Presence
Europe
German outdoor specialty stores and UK sports retail chains featuring our specialized footwear collections.
North America
American trendy multi-brand retailers and regional footwear distributors carrying our latest designs.
Emerging Markets
Custom winter outdoor footwear designed for low-temperature environments in Russia and other emerging markets.
Brand Commitment: Our Original Aspiration
20 years of unwavering principles: Professionalism isn't just talked about—it's demonstrated through action.

Building Bridges
Connecting Chinese manufacturing excellence with global brands
Long-term partnerships built on trust
We firmly believe that enduring business relationships are founded on three core principles: reliability, transparency, and adaptability. These aren't just buzzwords for us—they're the foundation of how we operate every day.
Reliability
Our commitment to quality is evident in every pair of shoes we produce. We persistently adhere to standards, reworking when necessary, and ensuring each product meets market demands with precision and care.
Transparency
From material testing to production progress, we provide our clients with complete access to data and feedback. We believe open communication builds trust and leads to better outcomes for everyone involved.
Adaptability
We proactively adapt to regional market differences—whether it's UK sizing standards or Russia's low-temperature requirements—helping our clients avoid the risks of products that don't suit local conditions.
Our Continuing Mission
Looking ahead, SHOETEC will continue to serve as a bridge connecting Chinese manufacturing with global brands. We're committed to helping quality footwear reach more markets worldwide, maintaining the same principles that have guided us for the past two decades.

"We don't just aim for one-time transactions. Our goal is to build lasting partnerships where both sides grow together. This has been our philosophy for 20 years, and it will continue to guide us into the future."— Richard Liang, CEO of SHOETEC